हमें कॉल करें now
07971190979
Price: Â
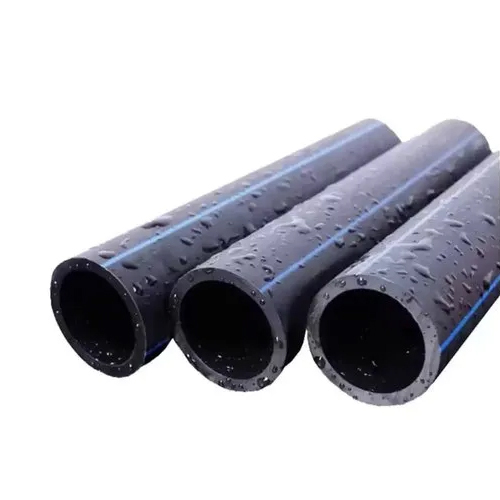
उपयोग : Industrial
न्यूनतम आदेश मात्रा : 2000
मूल्य या मूल्य सीमा : आईएनआर
मूल्य की इकाई : Meter
माप की इकाई : Meter
शेप : Round
उपयोग : Underground Water
न्यूनतम आदेश मात्रा : 1000
अभी तक नहीं मिला?
धन्यवाद!
आपके बहुमूल्य समय के लिए धन्यवाद. हमें आपका विवरण प्राप्त हो गया है और हम शीघ्र ही आपसे संपर्क करेंगे।
मोबाइल No. is needed for Inquiry.
Email id is needed for Inquiry.
For an immediate response, please call this number 07971190979






 जांच भेजें
जांच भेजें



 जांच भेजें
जांच भेजें